

以下是:球墨铸铁管畅销全国的产品参数球墨铸铁管畅销全国,华夏联丰铸造有限公司为您提供球墨铸铁管畅销全国的资讯,联系人:高经理,电话:13698652159、13698652159,QQ:,发货地:城阳区双元路发货到辽宁省 丹东市 振安区、元宝区、振兴区、凤城市。 辽宁省,丹东市,振安区 根据第七次人口普查数据,截至2020年11月1日零时,振安区常住人口189995人。
产品视频展示,助您洞悉球墨铸铁管畅销全国产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。以下是:球墨铸铁管畅销全国的图文介绍
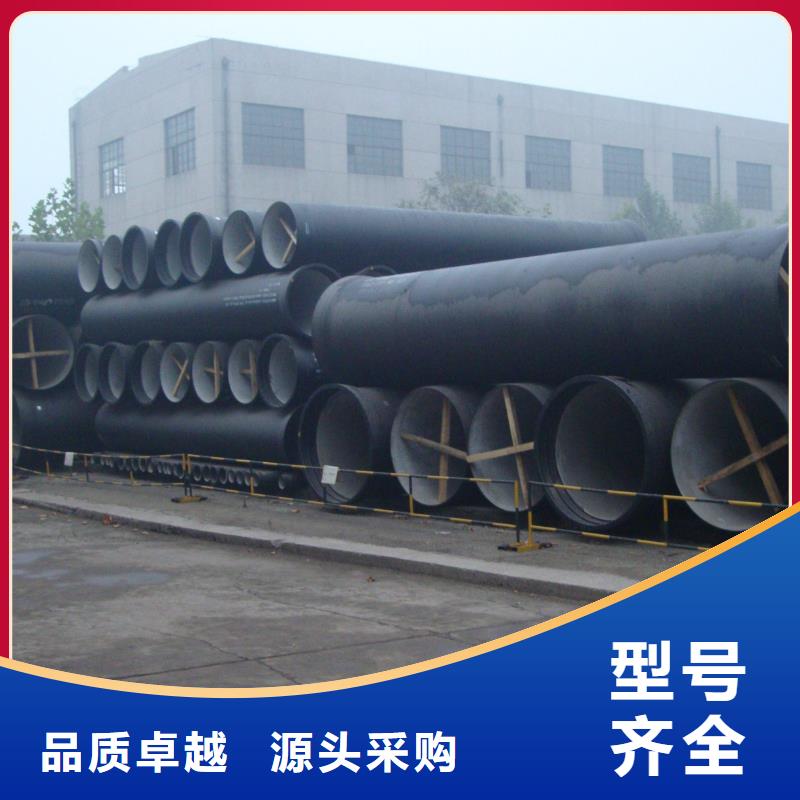
丹东振安华夏联丰铸造有限公司设备精良、计量检测手段完善、技术力量雄厚,并根据市场需求不断研制开发新的 球墨铸铁管品种。产品远销全国 20 多个省、市、自治区,深受广大用户青睐。我厂始终坚持,以质量求生存、以创新求发展,以敬业正直、追求品质的精神进行生产销售。
球墨铸铁管厂家通过各项检查来控制产品的质量 I.球墨铸铁管化学分析 经脱硫、球化和孕育处理的每包铁水,浇注试样后,送到化学分析富,用雄硫快速分析仅侧定碳和硫的含量.用光谱仪测定有关16种元素的含量。 2.称重 管子浇成后即称重,校核管璧厚度是否符合规定,并据以调节扇形浇包的浇注速度。‘ 3.超声波检查 管子退火后,用超声彼检套仪检在石虽球化R.度。 4.全相检脸 联丰铸管厂在管子上取半圆形小试样作金相组织检在。 5.机械性能 在抽样管子上切环作压扁试验,或做成试棒测定抗拉强度和冲击韧性,金海洋球墨铸铁管厂不做压扁试验,而是每隔半小时切取一个环,用以做成冲击试棒,测定冲击韧性。 管道的运用,不碍乎就是运输水源,运送天然气体,流放排污等等,这一些列的流程,看似简单,但都必须要经过千千万万根管道内壁,流经完成。不论是其中哪一根出现了故障,都是极大的“灾害”。在以往也常常发生悲剧事件。但球墨铸铁管它本身的高抗腐蚀性能,能力保障了每一位使用水源的住户饮用到的是干净纯洁的水源。 全世界,乃至全球,人类数量的迅速增幅,每一秒都在刷新着记录。在我国,因为人类的增多,在管道的运用需求上,也变得巨大,人类把管道的用途,可谓是发挥得淋漓尽致,不论是在工业排污之中,还是居民们的日常所需的水源、天然气体、日常排污等等,都可以看到各式各样的运输管道的身影。而在众多的管道当中球墨铸铁管脱颖而出。 山东华夏联丰铸造 高经理
外表面喷涂,当管道温度达到要求时,启动高压无气喷涂机,喷涂小车带动喷枪匀速喷涂。供水管道的卫生质量:管道应符合标准GB/T 17219—1998的要求,并通过认可检测部门的检测,并投入市场。目前我们对卫生水平的要求,自来水管道的建设都在卫生许可范围之内。然而,塑料管道、金属离子在水中的各种改性剂、添加剂、添加剂等,都被称为引起人体变化的环境因素,人体器官的影响因素等因素都有待人类深入研究。因此,在塑料和化学成分或表面涂层中不含改性剂的金属管的卫生性能是好的,反之亦然。球墨铸铁管市场方面,周边市场行情小幅涨 未来青岛厂家受多方面因素影响,厂家数量面临下行压力,一是国内GDP个位数持续稳定增长,传统厂家跟不上时代发展,GDP值下滑;二是经济下滑导致个需求行业持续走低,用钢需求短期不会增长;三是新型建材逐渐替代钢材,节能环保建材是未来市场的主流;四是根据以上三点,我国钢材应经饱和,数年后用钢需求将有可能大幅度下降。 球墨铸铁管市场方面,周边市场行情小幅涨;不少商家反映,虽然价格上涨,但下游需求一般,市场的出货难度较大,整体上观望的情绪还是比较浓重。本地市场价格以稳为主,实际市场上高价位的成交寥寥,低价位的成交尚可,考虑市场部分规格资源偏紧,原料表现趋强,预计短期内球墨铸铁管价格或以继续企稳。
灰口铸铁的补焊工艺. 冷焊法. 电弧焊冷焊法就是焊件在焊前不预热,焊接过程中也不辅助加热,因此可以加速焊补生产率,降低成本,改善劳动条件,减少焊件因预热时受热不均匀而产生的变形和焊件已加工面的氧化.目前冷焊法正在推广,并迅速发展.但是冷焊法在焊接后因焊缝及热影响区的冷却速度很大,极易形成白口组织.此外因焊件受热不均匀,常形成极大的内应力,会造成裂纹,在冷焊时应注意以下几点: ① 焊前应彻底清理油污,裂纹两端要打上裂孔,加工的坡口形状要保证便于焊补及减少焊件的熔化量。 ② 采用钢芯或铸铁芯的以外的焊条,小直径焊条应尽量用小的焊接电流,以减少内应力和热影响区的宽度。 ③ 采用短焊道焊接法.一般每次焊10-40mm,待其充分冷却后再焊。 ④ 采用分段倒退焊.这样可以降低拉应力,对防裂有好处。 ⑤每项焊一短焊道后,用圆头锤沿焊逢向外锤击。 冷焊焊条按焊后焊缝的可加工性分为两大类:一类用于焊后不需要机械加工的铸件,如钢芯铸铁焊条(EZCQ),只适用小型薄壁铸件刚度不大部位的缺陷焊补;另一类用于焊后需要机械加工的铸件,如纯镍焊条(EZNi-1)镍铁铸铁焊条( EZNiFe-1)镍铜铸铁焊条(ENiCu-1)等。 热焊法 热焊法是在焊接前将焊件全部或局部加热到600-700℃,并在焊接过程中保持一定温度,焊后在炉中缓冷的焊接方法。用热焊法时,焊件冷却缓慢,温度分布均匀,有利于白口组织,减少应力,防止产生裂纹。但热焊法成本高,工艺复杂,生产周期长,焊接时劳动条件差,因此应尽量少用。 气焊焊补灰口铸铁的补焊工艺: 气焊火焰温度比电弧温度低得多,因而焊件的加热和冷却比较缓慢,这对防止灰口铸铁在焊接时产生的白口组织和裂纹都很有利。所以用气焊焊补的铸件质量一般比较好,因气焊成为补焊铸铁的常用方法。但气焊与焊条电弧焊相比,焊工的劳动强度高,焊件变形较大,焊补大型铸件时难以焊透。但由于气焊铸件的质量较好,易切削加工,使许多工厂中的中小型灰口铸件,还是较多用气焊焊补。 焊前准备 ① 在焊件完毕后,检查缺陷.焊件上的缺陷可起码接观察,也可用10-20倍的放大镜查找。 ② 裂纹找出后,在裂纹的两端钻直径φ4-6mm的 裂孔,以防止裂纹扩展.焊接灰口铸铁时可选用铸铁焊丝,丝401A或丝401B. 焊接时气焊熔剂选用气剂201,铸铁气焊熔剂熔点为650℃成碱性,能将铸铁气焊时产生的二氧化硅(熔点为1350℃)变为易熔的盐类.铸铁用气焊熔剂进行灰口铸铁补焊时,应选择较大号的焊炬,以提高焊接头焰效率,有利于气孔夹渣等缺陷.焊嘴孔径可根据焊补处的壁厚确定。 山东华夏联丰铸造有限公司
今年在丹东市振安区购买球墨铸铁管畅销全国有了新选择,华夏联丰铸造有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的球墨铸铁管畅销全国产品。如需购买或咨询,请随时联系我们,联系人:高经理-13698652159,QQ:,地址:城阳区双元路。








